
2024-12-24
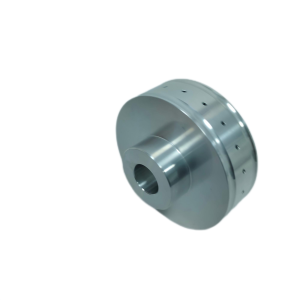
В современной обрабатывающей промышленности технология обработки с ЧПУ стала важным средством производства различных деталей сложной формы, обладающих высокой точностью, эффективностью и гибкостью. В качестве общего соединительного элемента шестигранные пробки широко используются в электрической, механической, автомобильной и других областях. В этой статье мы подробно рассмотрим процесс обработки шестигранной пробки с ЧПУ, включая анализ детали, выбор материала, выбор инструмента, настройку параметров обработки, проектирование траектории движения инструмента и собственно обработку в примечаниях.обработка шестигранной заглушки с ЧПУ
I. Анализ детали и выбор материала
Перед обработкой на станке с ЧПУ, прежде всего, необходимо детально проанализировать чертеж шестигранной пробки. Чертеж обычно содержит размеры, форму, допуски и другую информацию о пробке. Главная особенность шестигранной пробки – шесть равных сторон и равные углы, поэтому в процессе обработки необходимо обеспечить точность каждого угла и точность размера.
Выбор материала является важной частью обработки с ЧПУ. Обычно для изготовления шестигранных пробок используются такие материалы, как нержавеющая сталь, латунь и алюминиевый сплав. Нержавеющая сталь обладает хорошей коррозионной стойкостью и прочностью, подходит для электрических соединений, требующих высокого спроса; латунь обладает хорошей электропроводностью и эффективностью обработки, подходит для общих электрических соединений; алюминиевый сплав имеет небольшой вес, высокую прочность и хорошие характеристики обработки, подходит для случаев, требующих снижения веса.
Во-вторых, выбор инструмента и набор параметров обработки
Выбор инструмента напрямую влияет на эффективность обработки и качество обработки. Для обработки шестигранных пробок обычно используются токарные резцы, фрезы и сверла. Токарный инструмент OD используется для обработки внешней окружности и торцевой поверхности пробки, фреза – для обработки шести углов пробки, а сверло – для обработки внутреннего отверстия пробки.
При выборе инструмента необходимо учитывать его материал, размер и параметры резания. Выбор материала инструмента должен основываться на твердости обрабатываемого материала и скорости резания. Твердосплавные инструменты подходят для обработки нержавеющей стали и алюминиевых сплавов, а инструменты из быстрорежущей стали – для обработки латуни. Выбор размера инструмента должен определяться в соответствии с размером и допуском пробки, чтобы обеспечить точность обработки.
Настройка параметров обработки включает в себя скорость резания, скорость подачи, глубину резания и использование смазочно-охлаждающей жидкости. Выбор скорости резания и скорости подачи должен определяться в зависимости от материала инструмента, материала обработки и точности обработки. Глубина резания должна определяться в зависимости от размера пробки и припуска на обработку, чтобы обеспечить эффективность и качество обработки. Использование смазочно-охлаждающей жидкости может эффективно снизить температуру резания, продлить срок службы инструмента и улучшить качество обработки.
В-третьих, проектирование маршрута инструмента и программирование ЧПУ
Проектирование траектории инструмента является ключевой частью обработки с ЧПУ. Для обработки шестигранных пробок, дизайн маршрута инструмента должен полностью учитывать форму и размер пробки, чтобы обеспечить точность обработки и эффективность обработки.
При программировании ЧПУ движения станка и вспомогательные функции обычно управляются G-кодом и M-кодом, который используется для управления движениями, такими как линейная интерполяция, круговая интерполяция, компенсация инструмента и т.д., а M-код используется для управления вспомогательными функциями, такими как запуск, остановка, переключение СОЖ и так далее.
Для обработки шестигранных пробок можно использовать метод послойной обработки. Сначала внешняя окружность и торцевая поверхность пробки обрабатываются токарным резцом OD, чтобы диаметр и длина пробки соответствовали требованиям чертежа. Затем с помощью фрезы послойно, по одному слою, обрабатываются шесть углов пробки, пока она не достигнет размера и формы, предусмотренных чертежом. В процессе обработки необходимо обратить внимание на компенсацию инструмента и настройку параметров резания, чтобы обеспечить точность и эффективность обработки.
В-четвертых, фактическая обработка записей
В процессе фактической обработки необходимо обращать внимание на следующие моменты:
V. Заключение
Обработка шестигранных пробок с ЧПУ – сложный и тонкий процесс, который требует всестороннего рассмотрения анализа чертежей, выбора материала, инструмента, настройки параметров обработки, проектирования траектории движения инструмента и практических соображений по обработке. Благодаря разумному проектированию процесса и тонким операциям обработки, он может обеспечить точность и эффективность обработки шестигранных пробок для удовлетворения потребностей различных приложений. С непрерывным развитием и совершенствованием технологии обработки с ЧПУ, обработка шестигранных пробок с ЧПУ будет более эффективной, точной и интеллектуальной.